
APVV-0506-10: Výskum hybridných procesov zvárania s výkonovým pevnolátkovým laserom (HYBRID)
projekt všeobecnej výzvy agentúry APVV
doba riešenia 05/2011-10/2014
Zodpovedný riešiteľ: Ing. Jaroslav Bruncko, PhD.
Uplatnenie výsledkov projektu:
Laserové hybridné zváranie predstavuje modernú a rýchlo sa vyvíjajúcu vysokoproduktívnu metódu zvárania. Projekt predstavuje prvý rozsiahlejší výskumný program v tejto oblasti v SR a priniesol významné poznatky a skúsenosti pre riešiteľské organizácie. Príjmateľ projektu (Medzinárodné laserové centrum) ako akademická inštitúcia uplatní výsledky vo vzdelávacom procese a pri riešení projektov príbuzného zamerania. Pre spoluriešiteľskú organizáciu (PRVÁ ZVÁRAČSKÁ, a.s.) predstavujú výsledky významné know-how, ktoré ako priemyselná organizácia dokáže využiť na zvýšenie svojej konkurencieschopnosti v medzinárodnom meradle.
Anotácia výsledkov projektu:
Laserové hybridné zváranie predstavuje v súčasnom období modernú a ešte stále sa len rozvíjajúcu metódu zvárania. Kombinuje v sebe pozitívne prvky tak laserového ako aj oblúkového zvárania a jeho aplikačný potenciál priťahuje veľkú výskumnú a komerčnú pozornosť. Cieľom projektu bolo predovšetkým zachytiť svetové trendy v základnom výskume hybridného a zameraný bol na výskum procesov v pulzných režimoch výkonových zdrojov.
V rámci riešenia projektu zostavená experimentálna aparatúra pozostávajúca z pevnolátkového lasera a rôznych druhov oblúkových zdrojov (TIG, MIG) a súčasne boli rozpracované diagnostické postupy na analýzu hybridných zváracích procesov. Medzi najvýznamnejšie výsledky, ktoré boli získané počas riešenia projektu možno zaradiť: rozpracovanie experimentálnej metodiky pre rôzne materiály (nelegované, vysokolegované ocele, povrchovo upravené oceľové materiály na báze hliníka), stanovenie hraničných parametrov, výskum hybridného zvárania v pulzných režimoch obidvoch výkonových zdrojov, analýza niektorých fyzikálnych parametrov procesu pomocou vysokorýchlostného obrazového záznamu a pod. Súčasne bola uskutočnená rozsiahla analýza korelácií medzi vlastnosťami zvarových spojov a parametrami hybridného procesu získaná databáza poznatkov pre ich ďalšie využitie v komerčnej sfére.
Zaujímavé výsledky:
Analýza procesov hybridného zvárania laser – MIG pomocou vysokorýchlostnej kamery
Obrazová analýza hybridných zváracích procesov bola uskutočnená pri prievaroch hliníkových prístrihov (nelegovaný hliník, tr. 1050) s hrúbkou 2,0 mm. Zvárací proces pozostával z kombinácie laser – MIG, pričom obidva zdroje boli pulznom režime. Laserový zdroj – vláknový laser IPG YLS-5000 s vlnovou dĺžkou 1060 nm umožňuje maximálny výkon 5 kW a výstup je fokusovaný optikou s ohniskovou vzdialenosťou 250 mm. Ako oblúkový zvárací zdroj bol použitý invertor Daihen OTC-DW-300. Prídavný materiál bol hliníkový drôt ALUFIL AlMg4.5Mn s priemerom 1,2 mm. Ochranný plyn Ar. Schéma zváracieho pracoviska je obr. 1.
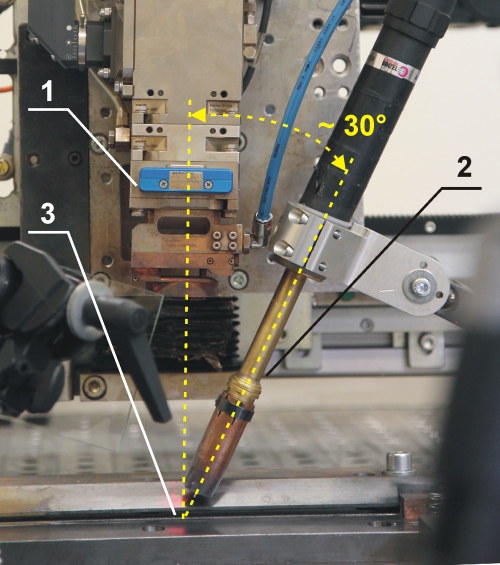
Obr. 1 Pracovisko hybridného zvárania v kombinácii laser – MIG (1-laserová výstupná optika, 2-MIG horák, 3-lokalizácia hybridného procesu)
Záznamová aparatúra pozostávala z nasledovných komponentov:
- Vysokorýchlostná CMOS kamera MotionXtra NXA7–S2 (max. rozlíšenie 1920×1080 pixelov až do rýchlosti 5000 záb./sek, expozičný čas 1 s, maximálna kapacita pamäte 6804 záberov, monochromatický záznam, 10 bit)
- Dlhoohniskový objektív (Sigma 70-200/2.8 + 2x telekonvertor)
- Úzkopásmový filter (810 nm)
- Osvetľovací zdroj (Cavilux Smart System, 810 nm / 500W)
Experimentálne podmienky a zváracie parametre možno definovať nasledovne:
- Laserové žiarenie – pulzný režim 20/10 milisekúnd (33,3 Hz); 20 ms maximálny výkon (v rozsahoch 1500 – 3000 W), 10 ms minimálny výkon (200 W).
- Fokusácia: + 10 mm (ohnisková vzdialenosť optiky 250 mm).
- Zvárací prúd 60 – 80 A.
- Zváracia rýchlosť: 15 – 30 mm/s.
- Geometrické usporiadanie zváracích zdrojov (obr. 2): laserové žiarenie kolmo na povrch zváraného materiálu, oblúkový horák so sklonom 30° od osi laserového zväzku. Os laserového zväzku a os prídavného drôtu boli lokalizované na povrchu zváraného materiálu vo vzdialenosti približne 1,5 – 2,0 mm.
- Poradie zváracích zdrojov: boli využité obidve konfigurácie (laser, respektíve elektrický oblúk ako vedúci výkonový zdroj).
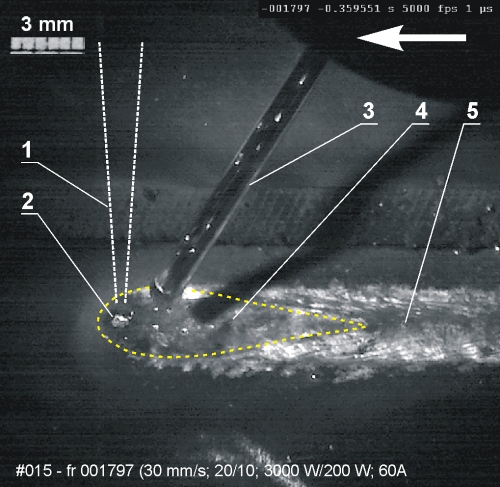
Obr. 2 Detailný záber na hybridný zvárací proces počas maximálneho výkonu laserového pulzu: 1 – laserový zväzok, 2 – vyústenie key-hole, 3 – drôt prídavného materiálu, 4 – povrch zvarového kúpeľa (hranica je zvýraznená žltou prerušovanou čiarou), 5 – povrch stuhnutého prievaru. (nelegovaný hliník, ochranný plyn Ar, Parametre: laser pulz 20/10 ms, max. výkon lasera 3000 W, fokusácia +10 mm, zvárací prúd 60 A), zvárací proces viedol laser (šípka naznačuje smer pohybu zvárania).
Video: Záznam hybridného zváracieho procesu – zvárací proces viedol laser. (nelegovaný hliník, ochranný plyn Ar, Parametre: laser pulz 20/10 ms, max. výkon lasera 3000 W, fokusácia +10 mm, zvárací prúd 60 A).

|
|
|
|